

Ласкаво просимо до ЧУАНГРУНГ


20-32 мм зварювальний апарат для поліетиленових труб, ручка для невеликого зварювального апарату PPR
Основна інформація
| Номер моделі: | R 32 мм | Максимальний діаметр: | 32 мм |
|---|---|---|---|
| Поглинена потужність: | 800 Вт | Розмір: | 175*50*360 мм |
| Робоча температура: | Tfe:260oc (+/-10oc);Te:180oc~290oc | Транспортний пакет: | Пластикова коробка |
Опис продукту

Ручні зварювальні апарати для з'єднання труб та фітингів відповідно до чинних стандартів. Вони оснащені алюмінієвою нагрівальною пластиною та практичною термоізольованою пластиковою ручкою. Вони можуть зварювати труби та фітинги з HDPE, PP, PPR, PVDF, і характеризуються різними формами та робочими діапазонами, що підходять для різних застосувань. Вони доступні з регульованим електронним термостатом (TE) або з фіксованим електронним термостатом (TFE).
Деталі зварювального апарату PPR
| Матеріал | ПЕ, ПП, ПП-Р, ПВДФ | ||
| Максимальний діаметр | 32 мм | ||
| Поглинена потужність | 800 Вт | ||
| Вага | 1,82 кг | ||
| Вимір | 175*50*360 мм | ||
| Робоча температура | TFE:260ºC(+/-10ºC);TE:180ºC~290ºC | ||
| Температура навколишнього середовища | -5~40ºC | ||
| Блок живлення | TE: 230 В - Однофазний 50/60 Гц; TFE: 110~230 В - Однофазний 50/60 Гц | ||
ІНСТРУКЦІЯ З ЕКСПЛУАТАЦІЇ
4.1. Перевірте, чи напруга мережі така ж, як
напруга, зазначена на розетці для зварювання плавленням
машинна плита.
4.2. ПРИСТРОЇ ДЛЯ ВИКОРИСТАННЯ SOCKET FUSION
ЗВАРЮВАЛЬНИЙ АПАРАТ
a b
a) Вилка. Підходить для зварювання на підлозі.
b) Кронштейн для верстата. Для роботи на верстаті.
c) Платформа. Альтернатива вилці.
4.3. Встановіть апарат для зварювання плавленням з розтрубом на
обраний пристрій.
4.4. Встановіть втулки M/F відповідно до вимог.
Примітка: Поверхня втулки, що контактує зі зварювальним апаратом, повинна завжди бути чистою.
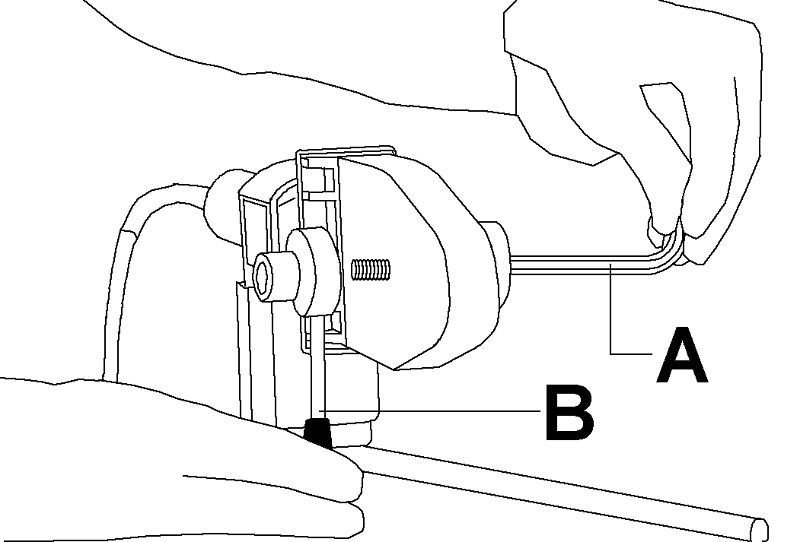
4.5. Щільно закріпіть втулки до зварювального апарату Socket плавленням (за допомогою гайкового ключа), щоб забезпечити необхідний теплообмін для заданої температури.
необхідний для кущів
A: Шестигранний ключ
B: Штифтовий блок для втулок
4.6. Підключіть до мережі
4.6.1. Моделі TE
|
| Показувати LO v після ввімкнення живлення。Через 10-20 хвилин нагрівальна пластина почне показувати температуру, досягаючи встановленої температури, а потім стабілізуючись. Натисніть клавішу встановлення, щоб увійти в режим темперування, і встановіть температуру відповідно до позначки + -. Натисніть -, щоб переключитися в режим. |
4.7. Через 10-15 хвилин після ввімкнення зварювального апарату для розтрубного плавлення (або в будь-якому випадку після досягнення ним робочої температури).
Усі зварювальні апарати для пластику, що постачаються, налаштовані на температуру втулки близько 260°C.
Перевірте, чи край втулки відповідає вимогам виробника труби, що зварюється. Використовуйте
цифровий термометр
Точне регулювання температури від 180° C
і 290° C можливо. Використовуйте цифровий термометр
вимірювати навіть незначні коливання
Упаковка

Інше

Надішліть нам своє повідомлення:
Категорії продуктів
-

PVDF, PP, PE, PFA труби, повністю автоматична інфрачервона...
-

Зварювальний апарат для ручного екструзії пластику WELDY Booster EX2...
-

Пластикова труба PRSIMA JIG Зварювальний пристрій для розтрубного...
-

Ручний пластиковий герметик Weldy Booster EX3 Plus з ПЕ та ПП...
-

Електричний скребок/... TURBO для пластикових труб 20-110 мм
-

Портативний ручний верстат для зварювання PPR з розеткою 63 мм ...
Соціальні посилання




Наша компанія
Швидкі посилання
зв'яжіться з нами
- ДОДАТИ:
Кімната 911, будівля T1, торговий центр The Ring Center, вулиця Донгда, № 333, Ченду, Китай.
- ТЕЛ.: 0086-18180897627
- EMAIL: chuangrong@cdchuangrong.com
Гарячі товари - Карта сайту - AMP для мобільних пристроїв
Водопровід з поліетилену, Чоловічий адаптер, Фітинги для труб HDPE, Фітинги для труб HDPE, Ремонтний затискач, Труби та фітинги HDPE,
-

Телефон
-

Електронна пошта
-

WhatsApp
-

Скайп
-

Верх

{kind=link}